Eddy の使用
- 使用する前に自身のプリンターに漏電がないことを確認してください
- 以前に
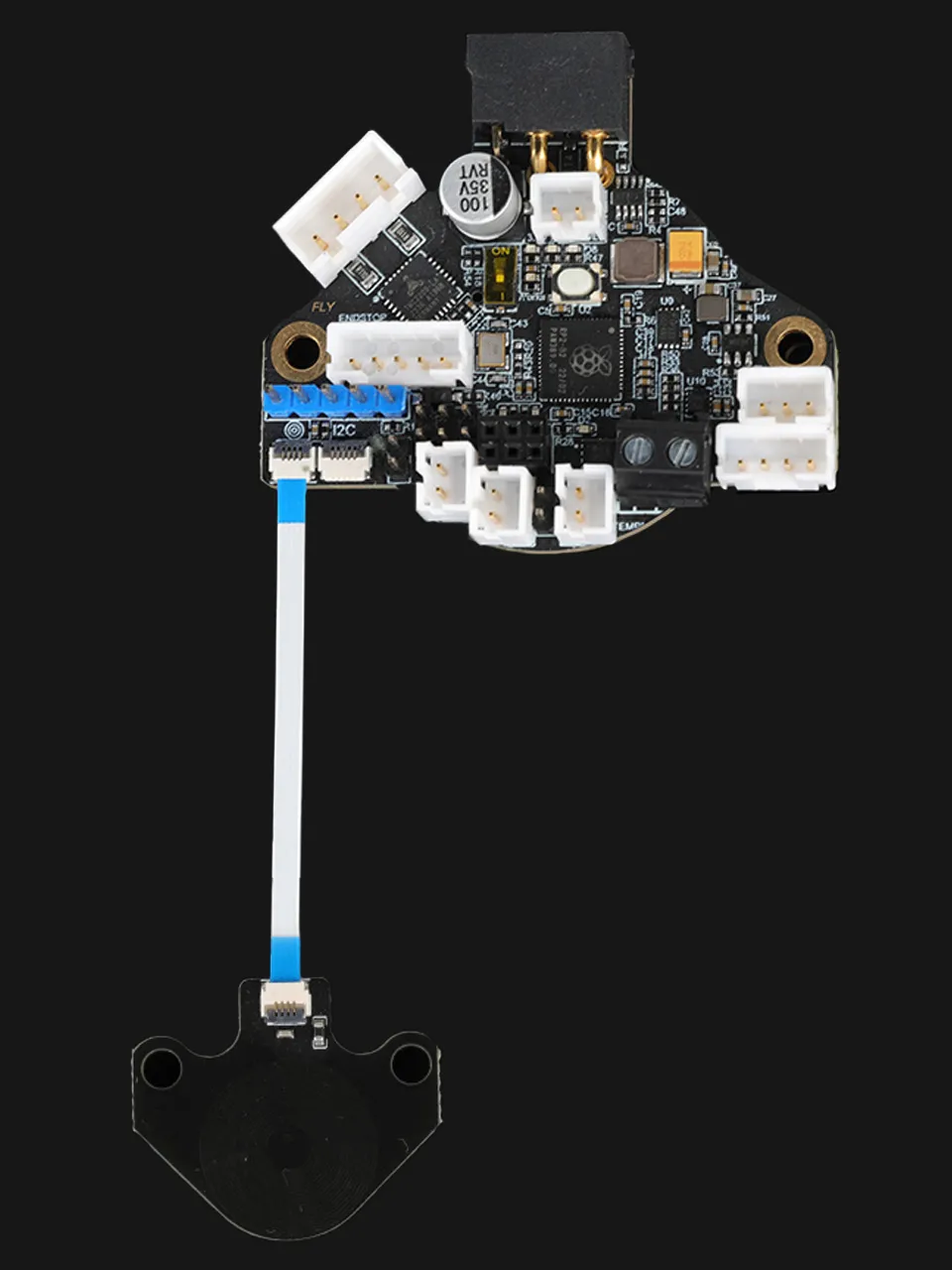
eddy、Probe、BL-Touchの設定がある場合は、削除してください - Eddyを取り付ける際、コイルはノズルの上部に設置し、ノズルから
2mm-3mmの位置に設置してください - テスト時はヒートベッドをONにしないでください
- 多Z軸マシンの場合は、手動で一度レベル調整を行う必要があります
配線図
- ロゴがヒートベッド側に向くように取り付けてください
参考設定
XYのオフセット値は、スキャンベッドモジュールとノズル自体の位置に基づいて計算し、以下のオフセット値を修正してください。Zのオフセット値は、プローブコイルとノズル先端の物理的な高さの差が2~3mmの推奨範囲内になるように設定してください。
[stepper_z]
endstop_pin: probe:z_virtual_endstop
# position_endstop: -0.5
[probe_eddy_current fly_eddy_probe]
sensor_type: ldc1612
i2c_address: 43
i2c_mcu: SHT36
i2c_bus: i2c1e
x_offset: 0 #xオフセットを設定してください
y_offset: 21.42 #yオフセットを設定してください
z_offset: 2 #zオフセットを設定してください
i2c_speed: 4000000
[temperature_probe fly_eddy_probe]
sensor_type: Generic 3950
sensor_pin:SHT36:gpio28
horizontal_move_z: 2
コイルモデルダウンロードリンク
- 以下のダウンロードリンクをクリックしてください
-
Loading...
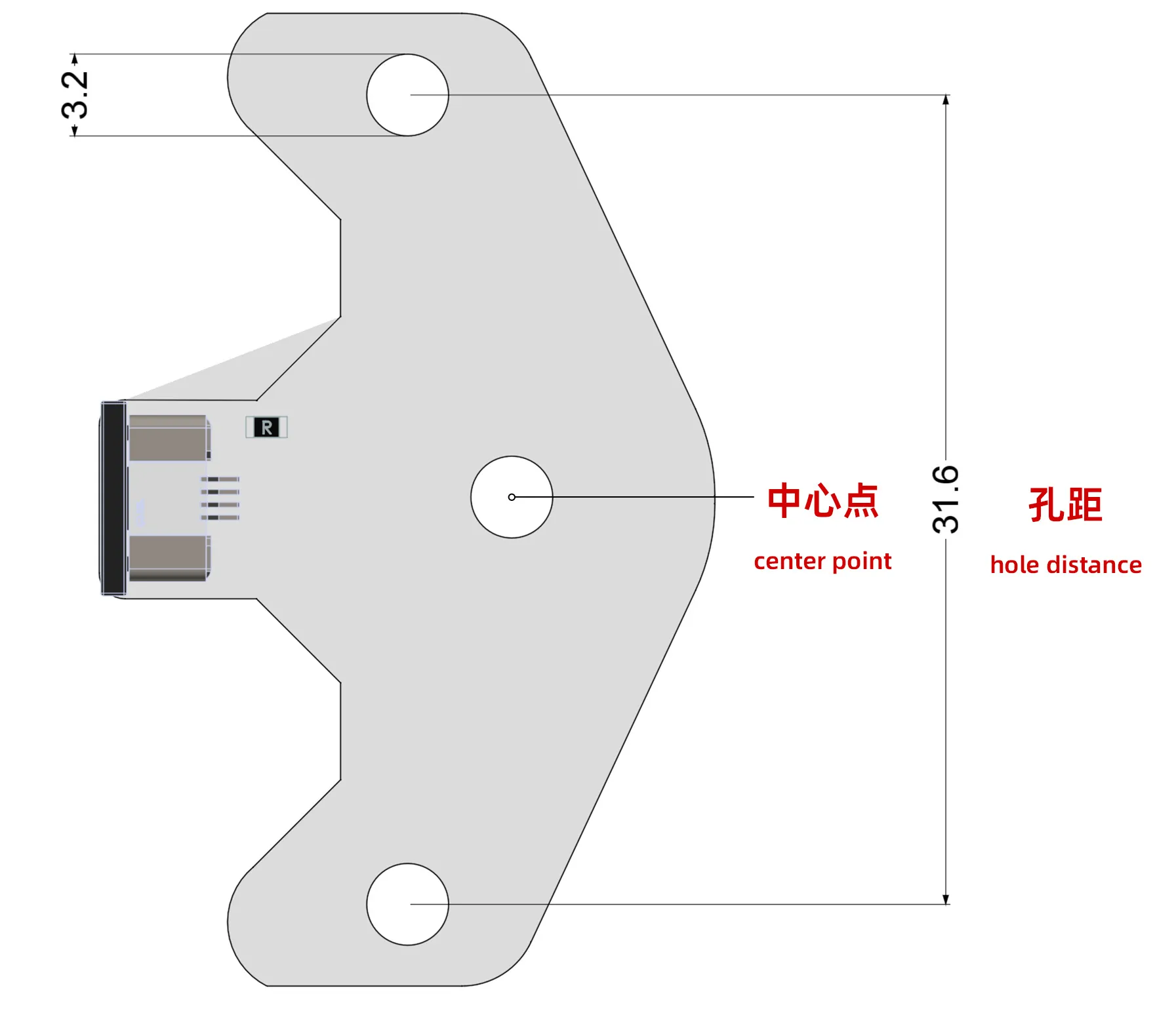
XYオフセット値の計算
- モデルをダウンロードした後、プリンターの実際の状況に基づいてXYオフセット値を計算してください
- 測定が完了したら、設定内の
x_offsetとy_offsetの値を変更してください
Eddyキャリブレーション
注意事項
Probe、BL-Touchなどの関連設定が構成されていないことを確認してください- 複数Z軸マシンは手動で一度レベル調整を行う必要があります
- キャリブレーション前に、ヒートベッドに異物がないこと、ノズルが清潔であることを確認してください
設定の追加
⚠️ 重要なお知らせ:
- 以下の設定は一時的な設定です。使用後は必ず削除するかコメントアウトしてください
- 追加後、
Save & Restartをクリックして保存・再起動してください printer.cfgファイルの最上部に追加する必要があります。最下部には追加しないでください
[force_move]
enable_force_move: true
[gcode_macro _LDC_CALIBRATE_DRIVE_CURRENT]
gcode:
BED_MESH_CLEAR
SET_KINEMATIC_POSITION x=100 y=100 z=10
G28 X Y
M104 S0
M140 S0
M106 S0
G0 X{printer.toolhead.axis_maximum.x / 2} Y{printer.toolhead.axis_maximum.y / 2} F6000
G0 Z30 F600
G4 P1000
LDC_CALIBRATE_DRIVE_CURRENT CHIP=fly_eddy_probe
G4 P1000
SAVE_CONFIG
[gcode_macro PROBE_EDDY_CURRENT_CALIBRATE_AUTO]
gcode:
BED_MESH_CLEAR
G28 X Y
M104 S0
M140 S0
M106 S0
G90 # 絶対座標指定
G1 X{ printer.toolhead.axis_maximum.x/2 } Y{ printer.toolhead.axis_maximum.y/2 } F6000
{% if 'z' not in printer.toolhead.homed_axes %}
SET_KINEMATIC_POSITION Z={ printer.toolhead.axis_maximum.z-1 } # ユーザーが接触するまで下げられるようにします。
{% endif %}
PROBE_EDDY_CURRENT_CALIBRATE {rawparams}
ドライブ電流キャリブレーション
- ウェブインターフェースのコンソールに以下のコマンドを入力します
_LDC_CALIBRATE_DRIVE_CURRENT - この時、プリンターは中心位置に移動し、プリントヘッドをヒートベッドから遠ざけます
- その後、自動でドライブ電流キャリブレーションが開始され、完了すると自動的に保存されます
- 最後にklipperが再起動します
高さキャリブレーション
- 複数Z軸マシンは手動で一度レベル調整を行った後、高さキャリブレーションを実行してください
- 複数Z軸マシンは高さキャリブレーション完了後、一度レベル調整を実行し、再度高さキャリブレーションを行うことをお勧めします
- キャリブレーション前に、ヒートベッドに異物がないこと、ノズルが清潔であることを確認してください
-
ウェブインターフェースのコンソールに以下のコマンドを入力します
PROBE_EDDY_CURRENT_CALIBRATE_AUTO CHIP=fly_eddy_probe -
この時、プリンターは中心位置に移動し、ダイアログボックスが表示されます
-
このコマンド実行後、
Klipperに表示されるZ高さは重要ではありません。ノズル高さを適切な高さに調整するだけです -
klipper UIの指示に従い、ノズルを徐々に下げ、プリントベッド上の紙に接触するまで調整します。紙が適切な圧力で滑らかに動き、わずかな摩擦を感じるようにします。 -
この過程で、ノズルがプリントベッドに過度の圧力をかけたり損傷を与えたりしないように注意してください。
-
完了したら、ダイアログボックスの
ACCEPTボタンをクリックします。システムがEDDYの高さキャリブレーションを開始します -
キャリブレーション完了後、ウェブページ右上の
SAVE_CONFIG & Restartボタンをクリックします。クリックすると設定が保存され、klipperが再起動します
EDDYセンサー温度キャリブレーションガイド
概要
このガイドは、EDDYセンサーの異なる温度での測定精度をキャリブレーションし、最初のレイヤーの印刷品質を確保するためのものです。全体のプロセスには約 1-2時間 かかりますので、時間に余裕を持って計画してください。
安全第一
ヒートベッドは非常に高温になります。火傷に注意してください!
- 操作時は耐熱手袋を着用してください
- 無人状態でのキャリブレーションは行わないでください
- ヒートベッドが自然に室温まで冷めてから触れてください
キャリブレーション前の準備
環境要件
- ✅ エアコン、扇風機、窓を閉める(気流の影響を避けるため)
- ✅ ヒートベッドが完全に室温まで冷却されていること
- ✅ ノズルが清潔で、ヒートベッドに異物がないこと
プリンター設定
以下のコマンドを順番に実行します:
G28 # 全軸を原点復帰
G0 Z5 F2000 # Z軸を5mm上昇
SET_IDLE_TIMEOUT TIMEOUT=36000 # 長いタイムアウトを設定(10時間)
キャリブレーション開始
キャリブレーションコマンドを入力します:
TEMPERATURE_PROBE_CALIBRATE PROBE=fly_eddy_probe TARGET=56 STEP=4
- PROBE:お使いのEDDYプローブ名
- TARGET:目標温度(デフォルト56℃、調整可能)
- STEP:何℃ごとにキャリブレーションするか(数値が小さいほど精度が高い)
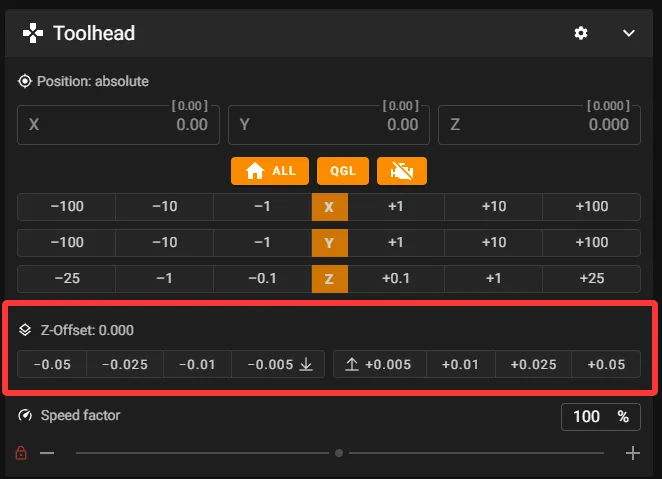
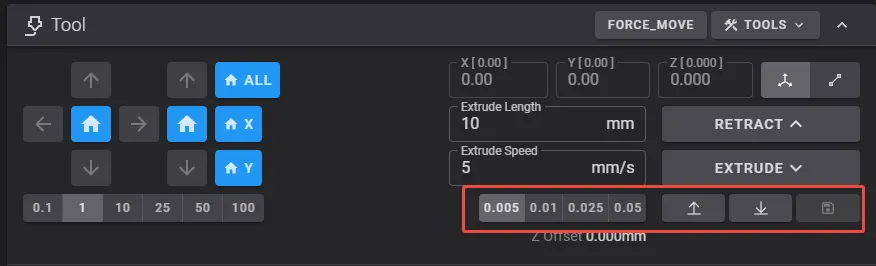
キャリブレーション手順
1. 紙テスト(約30℃から開始)
- システムがZ軸調整ボックスを表示します
- ノズルとヒートベッドの間に紙を一枚置きます
- Zオフセットを調整し、紙が動くがわずかな抵抗がある状態にします
ACCEPTをクリックして確認します
2. 昇温プロセス
- システムが自動的に加熱します(ヒートベッド最高温、ノズル220℃)
- 4℃上昇するごとに 紙テストを繰り返します
- 毎回Zオフセットを調整・確認します
3. キャリブレーション完了
- 目標温度までテストを継続します
- 温度が上昇しなくなった場合は、早期終了できます
キャリブレーションコマンド制御
| コマンド | 作用 |
|---|---|
TEMPERATURE_PROBE_NEXT | 次のキャリブレーションポイントにスキップ |
TEMPERATURE_PROBE_COMPLETE | 早期終了してデータを保存 |
ABORT | キャリブレーションを中止(保存しない) |
キャリブレーション完了
- 設定を必ず保存してください:
SAVE_CONFIG - 効果を検証してください:
- ヒートベッドが冷えた状態で
PROBE_CALIBRATEを実行 - 印刷温度まで加熱した後、再度実行
- 2回のZオフセット値は非常に近い値になるはずです
- ヒートベッドが冷えた状態で
よくある質問
Q:温度の上昇が遅すぎる?
A:環境が密閉され、気流がないことを確認してください。遅すぎる場合は早期終了できます。
Q:データの変動が大きい?
A:紙テストの力加減を一定にし、センサーがしっかり取り付けられていることを確認してください。
Q:キャリブレーション後も効果がない?
A:SAVE_CONFIG を実行し、再起動して有効になったことを確認してください。
最適化の使用
高速ベッドスキャン
- 下記のマクロは、調平実行時にまずノズルを
10mmまで上昇させ、その後高速でベッドスキャンを行い、スキャン完了後にノズルを2mmまで上昇させて精密調平を行います。
- Z_TILT_ADJUST
- QUAD_GANTRY_LEVEL
[gcode_macro Z_TILT_ADJUST]
rename_existing: _Z_TILT_ADJUST
gcode:
{% set PROBE_Z_OFFSET = printer.configfile.settings['probe_eddy_current fly_eddy_probe'].z_offset|float %}
# ========== State Save ==========
SAVE_GCODE_STATE NAME=STATE_Z_TILT
# ========== Environment Preparation ==========
BED_MESH_CLEAR # 既存のベッドメッシュデータをクリア
# ========== Main Leveling Process ==========
{% if not printer.z_tilt.applied %}
# 初期の粗調整
_Z_TILT_ADJUST horizontal_move_z=10 retry_tolerance=1
{% endif %}
# 精密な二次調平
_Z_TILT_ADJUST horizontal_move_z={PROBE_Z_OFFSET} retry_tolerance=0.075 retries=20 METHOD=rapid_scan ADAPTIVE=1
G0 Z10 F6000 # HORIZONTAL_MOVE_Zの代わりに標準のGコードコマンドを使用
# ========== Post-Processing ==========
G90 # 絶対座標モードに強制切替
G0 Z10 F6000 # Z軸をセーフティハイトまで上昇
M117 Z_tilt Completed # 完了ステータスを表示
#G28 # 原点に戻る
# ========== State Restore ==========
RESTORE_GCODE_STATE NAME=STATE_Z_TILT
M400
[gcode_macro QUAD_GANTRY_LEVEL]
rename_existing: _QUAD_GANTRY_LEVEL
gcode:
{% set PROBE_Z_OFFSET = printer.configfile.settings['probe_eddy_current fly_eddy_probe'].z_offset|float %}
# ========== State Save ==========
SAVE_GCODE_STATE NAME=STATE_QGL
# ========== Environment Preparation ==========
BED_MESH_CLEAR # 既存のベッドメッシュデータをクリア
# ========== Main Leveling Process ==========
{% if not printer.quad_gantry_level.applied %}
# 初期の粗調整
_QUAD_GANTRY_LEVEL horizontal_move_z=10 retry_tolerance=1
{% endif %}
# 精密な二次調平
_QUAD_GANTRY_LEVEL horizontal_move_z={PROBE_Z_OFFSET} retry_tolerance=0.075 retries=20 METHOD=rapid_scan ADAPTIVE=1
G0 Z10 F6000 # HORIZONTAL_MOVE_Zの代わりに標準のGコードコマンドを使用
# ========== Post-Processing ==========
G90 # 絶対座標モードに強制切替
G0 Z10 F6000 # Z軸をセーフティハイトまで上昇
M117 QGL Completed # 完了ステータスを表示
#G28 # 原点に戻る
# ========== State Restore ==========
RESTORE_GCODE_STATE NAME=STATE_QGL
M400
ホットベッド
- 下記のマクロは、メッシュベッドの動作を高速化します。
- この設定は、ホットベッドの加熱がスキャンに与える影響を軽減します。
- この設定は、高電力のホットベッドがEDDYに与える影響を軽減します。
- メッシュベッド実行中にホットベッドをオフにし、処理完了後に再び元の温度まで加熱します。
[gcode_macro BED_MESH_CALIBRATE]
rename_existing: _BED_MESH_CALIBRATE
gcode:
{% set PROBE_Z_OFFSET = printer.configfile.settings['probe_eddy_current fly_eddy_probe'].z_offset|float %}
{% set TARGET_TEMP = printer.heater_bed.target %}
M140 S0
_BED_MESH_CALIBRATE horizontal_move_z={PROBE_Z_OFFSET} METHOD=rapid_scan {rawparams}
M140 S{TARGET_TEMP}
EDDYによるZオフセット機能の使用
EDDY最適化設定のダウンロード
- 下記のダウンロードリンクをクリックしてください
eddy.cfgとvariables.cfgの2つのファイルをprinter.cfgと同じディレクトリに追加する必要があります。-
Loading...
eddy.cfg設定の追加
- Eddyを自動調平センサーとZ軸リミットスイッチの両方として使用し、
Z軸オフセット機能を使用する場合 - 以下の設定を
printer.cfgの先頭に追加してください
[include eddy.cfg]
パスの変更
eddy.cfgファイルを開き、[save_variables]設定項目を探してくださいfilenameのパスを、お使いのシステムに対応するパスに変更してください
- 下記は参考です
variables.cfgファイルのパスは、システムに応じて変更する必要があります
|
|
Zオフセットの説明
- Zオフセットの較正には、まずある程度の広さのモデルを印刷してください(1層だけでも印刷可能であれば十分です)
|
|
- 較正が完了したら保存をクリックしてください。保存はコンソールに表示されるだけです!!!!
- 保存後は
klipperを再起動する必要はありません!
- Zオフセットの較正は複数回繰り返す必要があります
- 完璧なファーストレイヤーを得るには