EDDY 사용법
- 사용 전 프린터에 누전이 없는지 확인하세요.
- 이전에
eddy,Probe,BL-Touch설정이 있었다면 삭제하세요. - EDDY 설치 시 코일은 노즐 위쪽에 위치해야 하며, 노즐과의 거리는
2mm-3mm이어야 합니다. - 테스트 시 히트베드를 켜지 마세요.
- 다중 Z축 기계는 수동으로 한 번 레벨링을 완료해야 합니다.
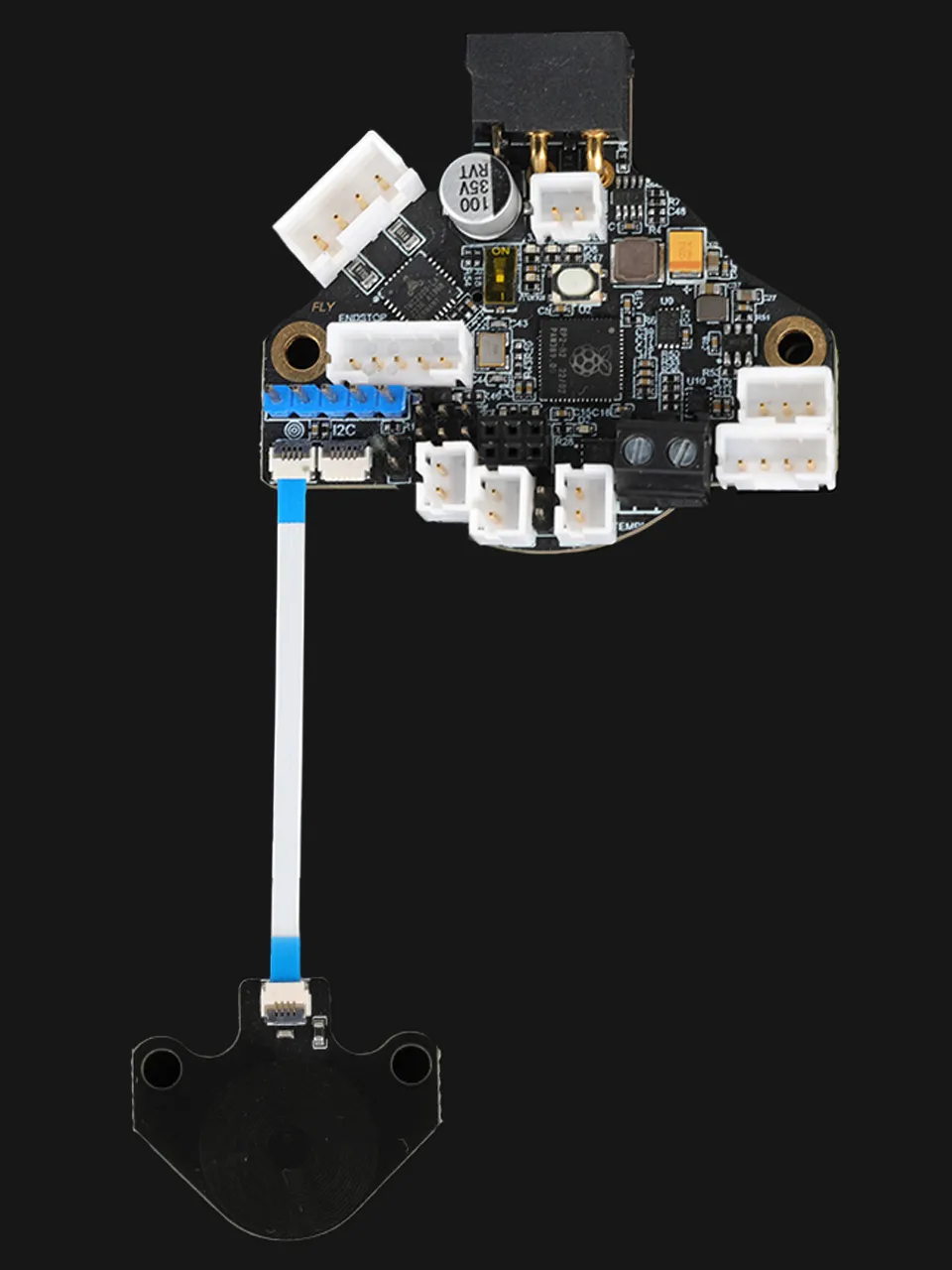
배선도
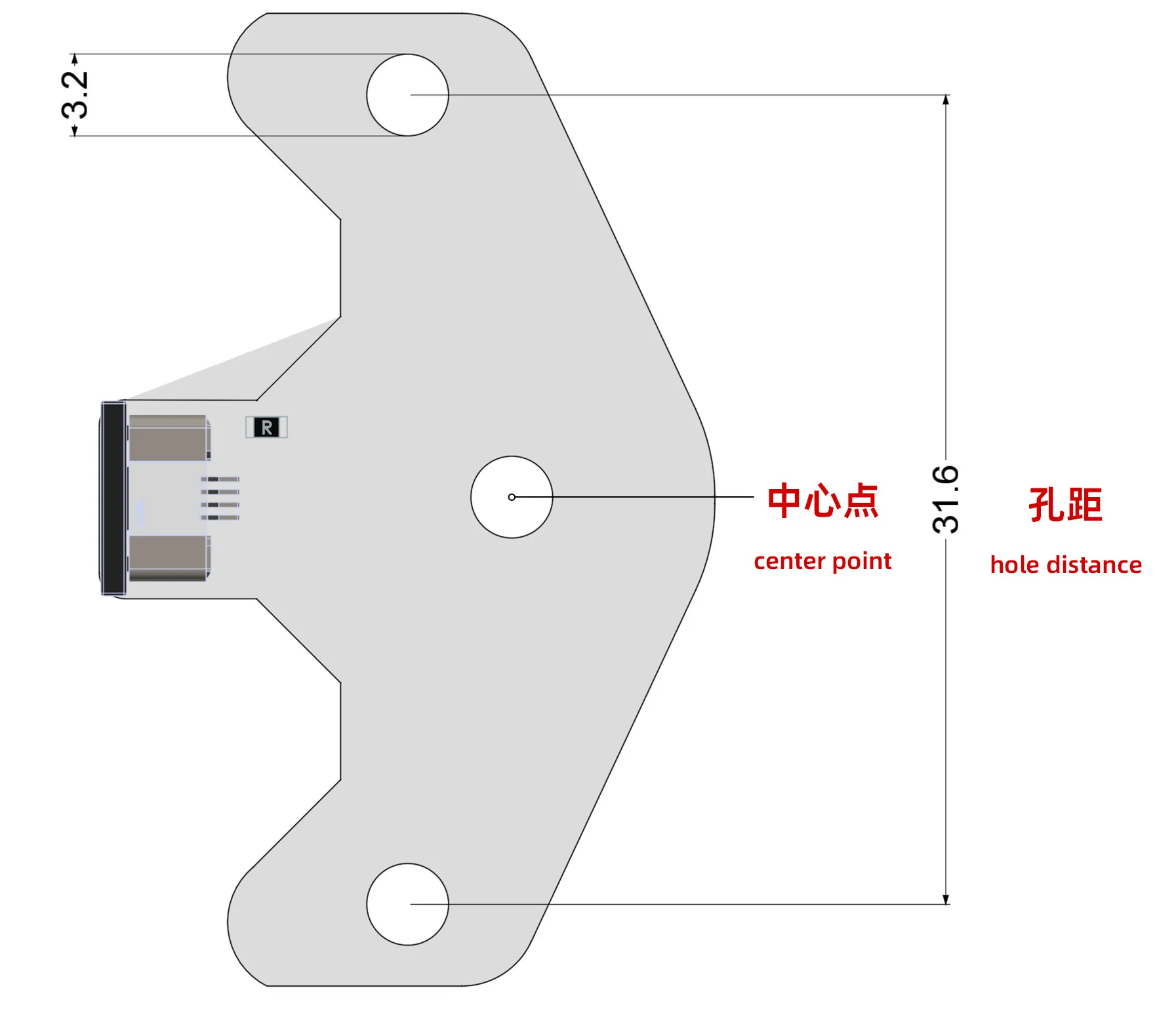
- 로고가 히트베드 방향을 향하도록 설치하세요.
참조 설정
XY오프셋 값은 베드 스캔 모듈과 노즐 자체를 기준으로 계산한 후 아래 오프셋 값을 수정해야 합니다.Z오프셋 값은 프로브 코일과 노즐 끝 사이의 물리적 높이 차이가 권장 범위인2~3mm내에 있도록 보장해야 합니다.
[stepper_z]
endstop_pin: probe:z_virtual_endstop
# position_endstop: -0.5
[probe_eddy_current fly_eddy_probe]
sensor_type: ldc1612
i2c_address: 43
i2c_mcu: SHT36
i2c_bus: i2c1e
x_offset: 0 # X 오프셋 설정을 잊지 마세요
y_offset: 21.42 # Y 오프셋 설정을 잊지 마세요
z_offset: 2.5
i2c_speed: 4000000
[temperature_probe fly_eddy_probe]
sensor_type: Generic 3950
sensor_pin:SHT36:gpio28
horizontal_move_z: 2.5
코일 모델 다운로드 링크
- 아래 다운로드 링크를 클릭하세요.
-
Loading...
XY 오프셋 값 계산
- 모델 다운로드 후 프린터의 실제 상황에 따라 XY 오프셋 값을 계산하세요.
- 측정 완료 후 구성에서
x_offset과y_offset값을 수정하세요.
Eddy 캘리브레이션
주의사항
Probe,BL-Touch등 관련 구성이 설정되어 있지 않은지 확인하세요.- 다중 Z축 기계는 수동으로 한 번 레벨링해야 합니다.
- 캘리브레이션 전 히트베드에 이물질이 없고 노즐이 깨끗한지 확인하세요.
구성 추가
⚠️ 중요 안내:
- 아래 구성은 임시 구성으로, 사용 후 반드시 삭제하거나 주석 처리해야 합니다.
- 추가 후
Save & Restart를 클릭하여 저장하고 재시작하세요. - 반드시
printer.cfg파일의 최상단에 추가해야 하며, 최하단에 추가하지 마세요.
[force_move]
enable_force_move: true
[gcode_macro _LDC_CALIBRATE_DRIVE_CURRENT]
gcode:
BED_MESH_CLEAR
SET_KINEMATIC_POSITION x=100 y=100 z=10
G28 X Y
M104 S0
M140 S0
M106 S0
G0 X{printer.toolhead.axis_maximum.x / 2} Y{printer.toolhead.axis_maximum.y / 2} F6000
G0 Z30 F600
G4 P1000
LDC_CALIBRATE_DRIVE_CURRENT CHIP=fly_eddy_probe
G4 P1000
SAVE_CONFIG
[gcode_macro PROBE_EDDY_CURRENT_CALIBRATE_AUTO]
gcode:
BED_MESH_CLEAR
G28 X Y
M104 S0
M140 S0
M106 S0
G90 # 절대 위치 지정
G1 X{ printer.toolhead.axis_maximum.x/2 } Y{ printer.toolhead.axis_maximum.y/2 } F6000
{% if 'z' not in printer.toolhead.homed_axes %}
SET_KINEMATIC_POSITION Z={ printer.toolhead.axis_maximum.z-1 } # 사용자가 닿을 때까지 낮출 수 있도록 합니다.
{% endif %}
PROBE_EDDY_CURRENT_CALIBRATE {rawparams}
드라이브 전류 캘리브레이션
- 웹 콘솔에 다음 명령을 입력하세요.
_LDC_CALIBRATE_DRIVE_CURRENT - 이때 프린터가 중심 위치로 이동하고, 프린트 헤드가 히트베드에서 멀어집니다.
- 그런 다음 자동 드라이브 전류 캘리브레이션이 시작되고, 캘리브레이션이 완료되면 자동으로 저장됩니다.
- 마지막으로 klipper가 재시작됩니다.
높이 캘리브레이션
- 다중 Z축 기계는 수동으로 한 번 레벨링한 후 높이 캘리브레이션을 진행해야 합니다.
- 다중 Z축 기계는 높이 캘리브레이션 완료 후 한 번 레벨링을 실행한 후 다시 높이 캘리브레이션을 수행하세요(권장).
- 캘리브레이션 전 히트베드에 이물질이 없고 노즐이 깨끗한지 확인하세요.
-
웹 콘솔에 다음 명령을 입력하세요.
PROBE_EDDY_CURRENT_CALIBRATE_AUTO CHIP=fly_eddy_probe -
이때 프린터가 중심 위치로 이동하고, 팝업 대화 상자가 나타납니다.
-
이 명령을 실행한 후
Klipper에 표시되는Z높이는 중요하지 않습니다. 노즐 높이를 적절한 높이로 조정하기만 하면 됩니다. -
klipper UI의 안내에 따라 노즐을 서서히 낮추어, 히트베드 위에 놓인 종이에 닿을 때까지 조정하세요. 종이가 적절한 압력으로 부드럽게 움직이면서 약간의 마찰을 느낄 수 있도록 하세요. -
이 과정에서 노즐이 히트베드에 과도한 압력을 가하거나 손상시키지 않도록 주의하세요.
-
완료 후, 대화 상자의
ACCEPT버튼을 클릭하면 시스템이 EDDY의 높이 캘리브레이션을 시작합니다. -
캘리브레이션이 완료되면, 웹 페이지의 오른쪽 상단
SAVE_CONFIG & Restart버튼을 클릭하세요. 클릭하면 구성이 저장되고 klipper가 재시작됩니다.
EDDY 센서 온도 캘리브레이션 가이드
개요
이 가이드는 EDDY 센서의 다양한 온도에서의 측정 정확도를 캘리브레이션하여 첫 번째 레이어의 인쇄 품질을 보장합니다. 전체 과정은 약 1-2시간이 소요되므로, 시간을 미리 계획하세요.
안전 우선
히트베드 온도가 매우 높으므로, 화상에 주의하세요!
- 작업 시 내열 장갑을 착용하세요.
- 무인 상태에서 캘리브레이션을 진행하지 마세요.
- 히트베드가 자연적으로 실온으로 식은 후에 만지세요.
캘리브레이션 전 준비
환경 요구사항
- ✅ 에어컨, 선풍기, 창문을 닫으세요(기류 영향을 피하기 위해).
- ✅ 히트베드가 완전히 실온으로 냉각되었는지 확인하세요.
- ✅ 노즐이 깨끗하고, 히트베드에 이물질이 없는지 확인하세요.
프린터 설정
다음 명령을 순서대로 실행하세요:
G28 # 모든 축 홈 위치로 이동
G0 Z5 F2000 # Z축 5mm 상승
SET_IDLE_TIMEOUT TIMEOUT=36000 # 긴 타임아웃 설정(10시간)
캘리브레이션 시작
캘리브레이션 명령을 입력하세요:
TEMPERATURE_PROBE_CALIBRATE PROBE=fly_eddy_probe TARGET=56 STEP=4
- PROBE: 사용 중인 EDDY 프로브 이름
- TARGET: 목표 온도(기본값 56℃, 조정 가능)
- STEP: 몇 ℃마다 캘리브레이션할지(값이 작을수록 정확도가 높아짐)
캘리브레이션 단계
1. 종이 테스트(약 30℃부터 시작)
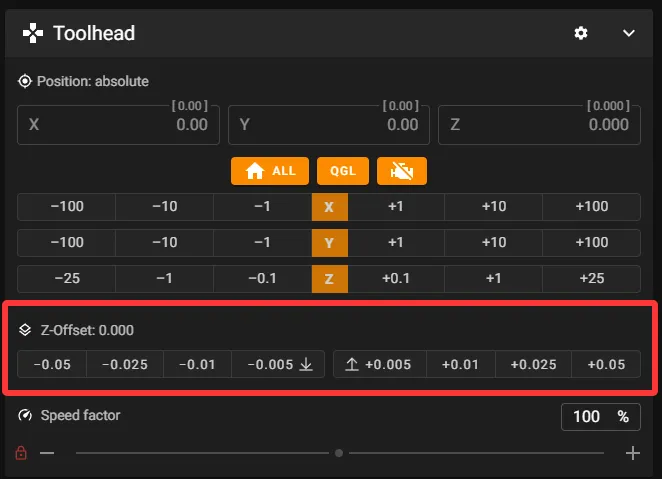
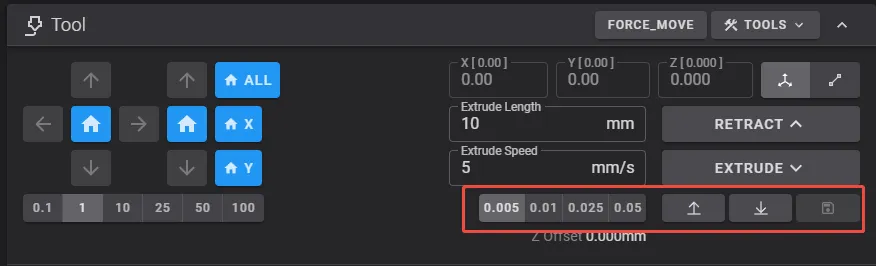
- 시스템이 Z축 조정 상자를 표시합니다.
- 노즐과 히트베드 사이에 종이 한 장을 놓으세요.
- Z 오프셋을 조정하여 종이가 움직일 수 있지만 약간의 저항이 느껴질 때까지 하세요.
ACCEPT를 클릭하여 확인하세요.
2. 가열 과정
- 시스템이 자동으로 가열합니다(히트베드 최고 온도, 노즐 220℃).
- 4℃마다 종이 테스트를 반복합니다.
- 매번 Z 오프셋을 조정하고 확인해야 합니다.
3. 캘리브레이션 완료
- 목표 온도까지 계속 테스트합니다.
- 온도가 더 이상 상승하지 않으면 조기에 종료할 수 있습니다.
캘리브레이션 명령 제어
| 명령 | 역할 |
|---|---|
TEMPERATURE_PROBE_NEXT | 다음 캘리브레이션 포인트로 이동 |
TEMPERATURE_PROBE_COMPLETE | 조기 종료 및 데이터 저장 |
ABORT | 캘리브레이션 중단(저장 안 함) |
캘리브레이션 완료
- 구성을 반드시 저장하세요:
SAVE_CONFIG - 효과 검증:
- 히트베드가 차가운 상태에서
PROBE_CALIBRATE를 실행하세요. - 인쇄 온도로 가열한 후 다시 한 번 실행하세요.
- 두 번의 Z 오프셋 값이 매우 근접해야 합니다.
- 히트베드가 차가운 상태에서
자주 묻는 질문
Q: 온도 상승이 너무 느립니까? A: 환경이 밀폐되어 있고 기류가 없는지 확인하세요. 너무 느리다면 조기에 종료할 수 있습니다.
Q: 데이터 변동이 큽니까? A: 종이 테스트 시 힘이 일정한지, 센서가 단단히 고정되어 있는지 확인하세요.
Q: 캘리브레이션 후 효과가 없습니까?
A: SAVE_CONFIG를 실행하고 재시작하여 적용되었는지 확인하세요.
최적화 사용법
빠른 베드 스캔
- 아래 매크로는 수평 조정 실행 시 먼저 노즐을
10mm까지 상승시킨 후 빠르게 베드 스캔을 수행하고, 스캔 완료 후에는 노즐을2mm까지 상승시켜 정밀 조정을 수행합니다.
- Z_TILT_ADJUST
- QUAD_GANTRY_LEVEL
[gcode_macro Z_TILT_ADJUST]
rename_existing: _Z_TILT_ADJUST
gcode:
{% set PROBE_Z_OFFSET = printer.configfile.settings['probe_eddy_current fly_eddy_probe'].z_offset|float %}
# ========== 상태 저장 ==========
SAVE_GCODE_STATE NAME=STATE_Z_TILT
# ========== 환경 준비 ==========
BED_MESH_CLEAR # 기존 베드 메시 데이터 삭제
# ========== 주 수평 조정 프로세스 ==========
{% if not printer.z_tilt.applied %}
# 초기 대략적 조정
_Z_TILT_ADJUST horizontal_move_z=10 retry_tolerance=1
{% endif %}
# 세부 정밀 조정
_Z_TILT_ADJUST horizontal_move_z={PROBE_Z_OFFSET} retry_tolerance=0.075 retries=20 METHOD=rapid_scan ADAPTIVE=1
G0 Z10 F6000 # HORIZONTAL_MOVE_Z 대신 표준 G코드 명령 사용
# ========== 후처리 ==========
G90 # 절대 좌표 모드 강제
G0 Z10 F6000 # Z축을 안전한 높이까지 상승
M117 Z_tilt Completed # 완료 상태 표시
#G28 # 원점으로 이동
# ========== 상태 복원 ==========
RESTORE_GCODE_STATE NAME=STATE_Z_TILT
M400
[gcode_macro QUAD_GANTRY_LEVEL]
rename_existing: _QUAD_GANTRY_LEVEL
gcode:
{% set PROBE_Z_OFFSET = printer.configfile.settings['probe_eddy_current fly_eddy_probe'].z_offset|float %}
# ========== 상태 저장 ==========
SAVE_GCODE_STATE NAME=STATE_QGL
# ========== 환경 준비 ==========
BED_MESH_CLEAR # 기존 베드 메시 데이터 삭제
# ========== 주 수평 조정 프로세스 ==========
{% if not printer.quad_gantry_level.applied %}
# 초기 대략적 조정
_QUAD_GANTRY_LEVEL horizontal_move_z=10 retry_tolerance=1
{% endif %}
# 세부 정밀 조정
_QUAD_GANTRY_LEVEL horizontal_move_z={PROBE_Z_OFFSET} retry_tolerance=0.075 retries=20 METHOD=rapid_scan ADAPTIVE=1
G0 Z10 F6000 # HORIZONTAL_MOVE_Z 대신 표준 G코드 명령 사용
# ========== 후처리 ==========
G90 # 절대 좌표 모드 강제
G0 Z10 F6000 # Z축을 안전한 높이까지 상승
M117 QGL Completed # 완료 상태 표시
#G28 # 원점으로 이동
# ========== 상태 복원 ==========
RESTORE_GCODE_STATE NAME=STATE_QGL
M400
히팅 베드
- 아래 매크로는 메시 베드 동작을 빠르게 수행합니다.
- 이 설정은 히팅 베드의 가열이 스캔에 미치는 영향을 줄입니다.
- 이 설정은 고출력 히팅 베드가 EDDY에 미치는 영향을 줄입니다.
- 메시 베드 동작 중에는 히팅 베드를 끄고 작업 완료 후 다시 원래 온도로 가열합니다.
[gcode_macro BED_MESH_CALIBRATE]
rename_existing: _BED_MESH_CALIBRATE
gcode:
{% set PROBE_Z_OFFSET = printer.configfile.settings['probe_eddy_current fly_eddy_probe'].z_offset|float %}
{% set TARGET_TEMP = printer.heater_bed.target %}
M140 S0
_BED_MESH_CALIBRATE horizontal_move_z={PROBE_Z_OFFSET} METHOD=rapid_scan {rawparams}
M140 S{TARGET_TEMP}
EDDY의 Z축 오프셋 기능 사용
EDDY 최적화 설정 다운로드
- 아래 다운로드 링크를 클릭하세요.
eddy.cfg와variables.cfg두 개의 파일이 있으며, 이 파일들은printer.cfg와 동일한 디렉토리에 추가해야 합니다.-
Loading...
eddy.cfg 설정 추가
- Eddy를 자동 수평 센서이자 Z축 엔드스탑으로 동시에 사용하고 싶으며, Z축 오프셋 기능을 사용하려는 경우
printer.cfg의 가장 상단에 다음 설정을 추가하세요.
[include eddy.cfg]
경로 수정
eddy.cfg파일을 열고[save_variables]설정 항목을 찾으세요.filename의 경로를 사용 중인 시스템에 맞게 수정하세요.
- 아래는 예시입니다.
variables.cfg파일 경로는 사용 중인 시스템에 따라 수정해야 합니다.
|
|
Z 오프셋 설명
- Z 오프셋 보정을 위해서는 넓은 면적의 모델을 한 번 출력해보는 것이 필요합니다. 첫 번째 층만 출력해도 충분합니다.
|
|
- 보정이 완료되면 저장 버튼을 클릭하세요. 저장은 컨솔 창에서만 확인할 수 있습니다!!!!
- 저장 후에는
klipper를 재시작할 필요가 없습니다!
- Z 오프셋 튜토리얼은 몇 번 반복해야 완벽한 첫 번째 층을 얻을 수 있습니다.