Использование EDDY
- Перед использованием убедитесь, что ваш принтер не имеет утечки тока.
- Если ранее были настроены конфигурации
eddy,ProbeилиBL-Touch, удалите их. - При установке Eddy катушка должна находиться над соплом на расстоянии
2мм-3ммот него. - Не включайте нагревательный стол во время тестирования.
- Для машин с несколькими осями Z необходимо выполнить ручное выравнивание один раз.
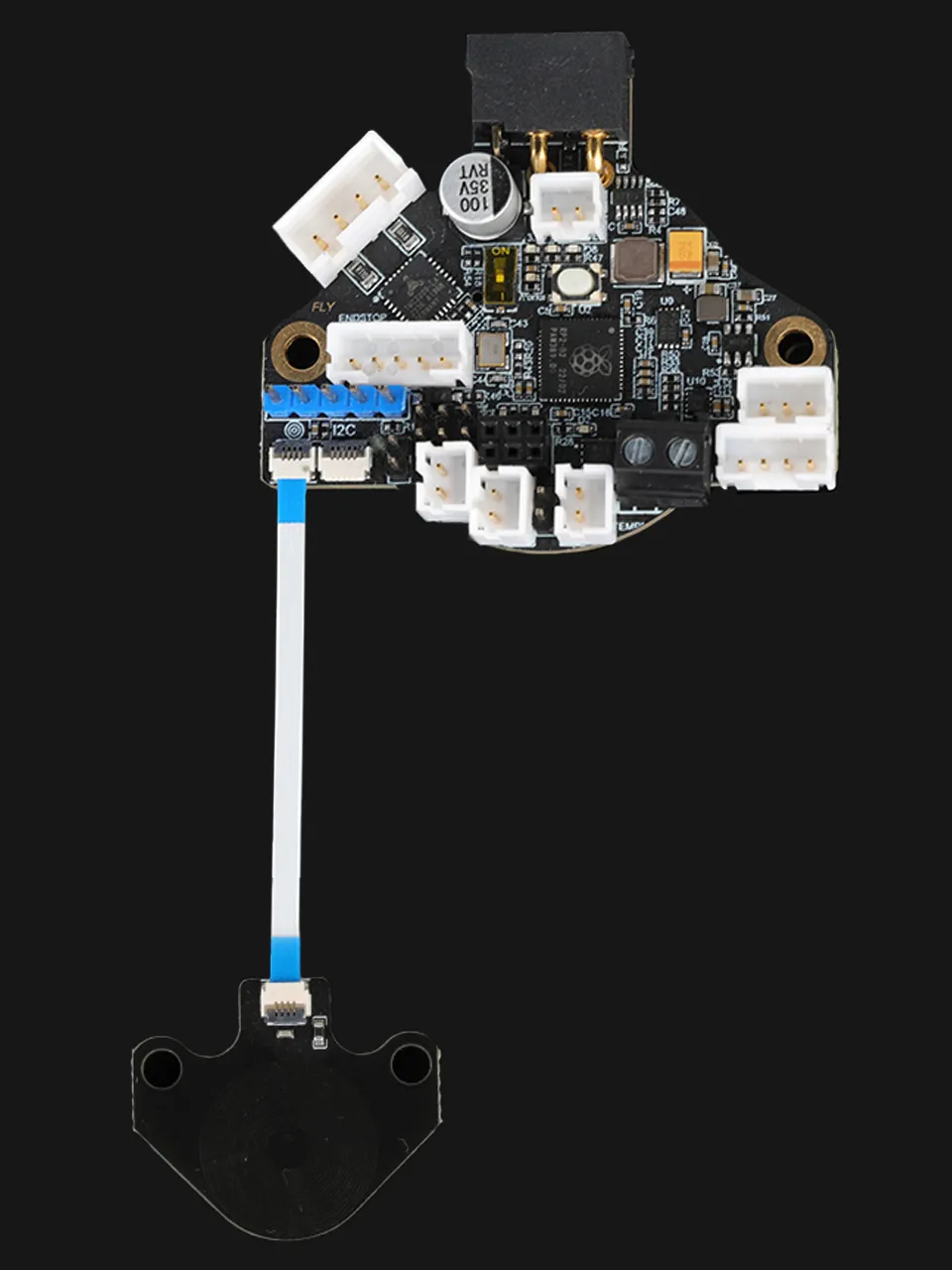
Схема подключения
- Установите так, чтобы логотип был направлен в сторону нагревательного стола.
Рекомендуемая конфигурация
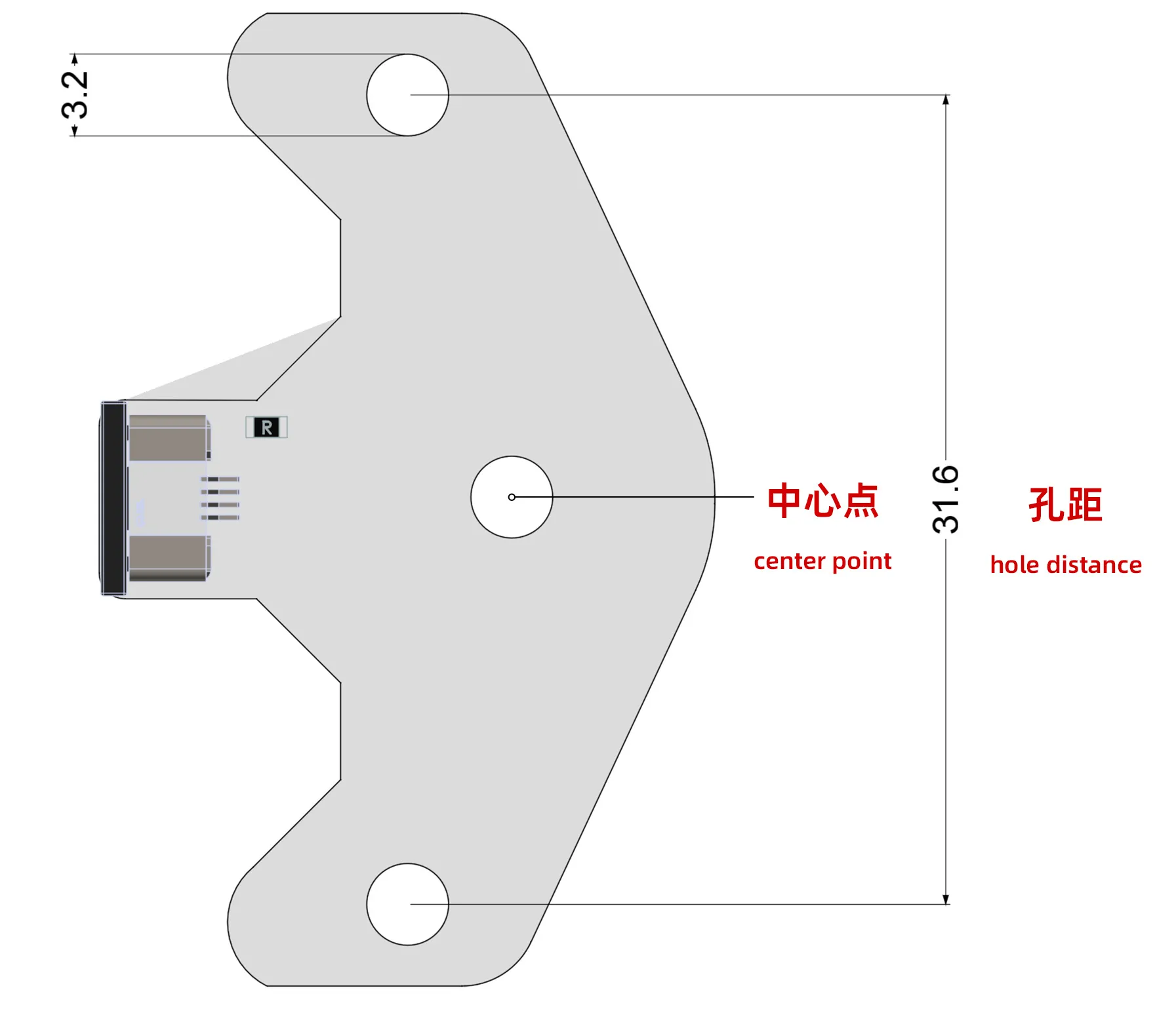
- Смещения
XYдолжны быть рассчитаны на основе модуля сканирования и самого сопла, а затем отредактированы в значениях смещения ниже. - Смещение
Zдолжно гарантировать, что физическая разница высот между катушкой датчика и кончиком сопла находится в рекомендуемом диапазоне2~3мм.
[stepper_z]
endstop_pin: probe:z_virtual_endstop
# position_endstop: -0.5
[probe_eddy_current fly_eddy_probe]
sensor_type: ldc1612
i2c_address: 43
i2c_mcu: SHT36
i2c_bus: i2c1e
x_offset: 0 # Не забудьте установить смещение по X
y_offset: 21.42 # Не забудьте установить смещение по Y
z_offset: 2.5
i2c_speed: 4000000
[temperature_probe fly_eddy_probe]
sensor_type: Generic 3950
sensor_pin:SHT36:gpio28
horizontal_move_z: 2.5
Ссылки для скачивания модели катушки
- Нажмите на ссылку для скачивания ниже
-
Loading...
Расчет смещения XY
- После загрузки модели рассчитайте смещение XY в соответствии с фактической ситуацией вашего принтера
- После завершения измерений измените значения
x_offsetиy_offsetв конфигурации
Калибровка Eddy
Важные замечания
- Убедитесь, что не настроены конфигурации
Probe,BL-Touchи т.п. - Для машин с несколькими осями Z необходимо выполнить ручное выравнивание один раз
- Перед калибровкой проверьте, что на нагреваемом столе нет посторонних предметов, а сопло чистое
Добавление конфигурации
⚠️ Важное примечание:
- Конфигурация ниже является временной, после использования её необходимо удалить или закомментировать
- После добавления нажмите
Save & Restartдля сохранения и перезагрузки - Обязательно добавьте в самый верх файла
printer.cfg, не добавляйте в самый низ
[force_move]
enable_force_move: true
[gcode_macro _LDC_CALIBRATE_DRIVE_CURRENT]
gcode:
BED_MESH_CLEAR
SET_KINEMATIC_POSITION x=100 y=100 z=10
G28 X Y
M104 S0
M140 S0
M106 S0
G0 X{printer.toolhead.axis_maximum.x / 2} Y{printer.toolhead.axis_maximum.y / 2} F6000
G0 Z30 F600
G4 P1000
LDC_CALIBRATE_DRIVE_CURRENT CHIP=fly_eddy_probe
G4 P1000
SAVE_CONFIG
[gcode_macro PROBE_EDDY_CURRENT_CALIBRATE_AUTO]
gcode:
BED_MESH_CLEAR
G28 X Y
M104 S0
M140 S0
M106 S0
G90 # Abs positioning
G1 X{ printer.toolhead.axis_maximum.x/2 } Y{ printer.toolhead.axis_maximum.y/2 } F6000
{% if 'z' not in printer.toolhead.homed_axes %}
SET_KINEMATIC_POSITION Z={ printer.toolhead.axis_maximum.z-1 } # Allows the user to work it down until it touches.
{% endif %}
PROBE_EDDY_CURRENT_CALIBRATE {rawparams}
Калибровка тока драйвера
- В консоли веб-интерфейса введите следующую команду
_LDC_CALIBRATE_DRIVE_CURRENT - В этот момент принтер переместится в центральное положение, и печатающая головка отодвинется от нагреваемого стола
- Затем начнется автоматическая калибровка тока драйвера, и после завершения калибровки настройки автоматически сохранятся
- В конце Klipper перезагрузится
Калибровка высоты
- Для машин с несколькими осями Z необходимо выполнить ручное выравнивание один раз, а затем провести калибровку высоты
- Для машин с несколькими осями Z после завершения калибровки высоты выполните выравнивание еще раз, а затем повторно откалибруйте высоту (рекомендуется)
- Перед калибровкой проверьте, что на нагреваемом столе нет посторонних предметов, а сопло чистое
-
В консоли веб-интерфейса введите следующую команду
PROBE_EDDY_CURRENT_CALIBRATE_AUTO CHIP=fly_eddy_probe -
В этот момент принтер переместится в центральное положение, и появится диалоговое окно
-
После выполнения этой команды неважно, какую высоту
ZотображаетKlipper, вам нужно лишь отрегулировать высоту сопла до подходящего уровня -
Следуя подсказкам в
klipper UI, постепенно опускайте сопло, пока оно не коснется листа бумаги, лежащего на столе для печати. Убедитесь, что бумага может плавно двигаться при соответствующем давлении, ощущая легкое трение. -
Обратите внимание: в этом процессе следует избегать чрезмерного давления сопла на стол для печати или его повреждения.
-
После завершения нажмите кнопку
ACCEPTв диалоговом окне, и система начнет калибровку высоты EDDY -
После завершения калибровки нажмите кнопку
SAVE_CONFIG & Restartв правом верхнем углу веб-страницы, после нажатия конфигурация сохранится и Klipper перезагрузится
Руководство по температурной калибровке датчика EDDY
Обзор
Данное руководство предназначено для калибровки точности измерений датчика EDDY при различных температурах, чтобы обеспечить качество печати первого слоя. Весь процесс займет около 1-2 часов, пожалуйста, планируйте время заранее.
Безопасность прежде всего
Температура нагреваемого стола очень высока, остерегайтесь ожогов!
- При работе надевайте термостойкие перчатки
- Не оставляйте процесс калибровки без присмотра
- Дайте нагреваемому столу остыть до комнатной температуры, прежде чем прикасаться к нему
Подготовка к калибровке
Требования к окружающей среде
- ✅ Выключите кондиционер, вентиляторы, закройте окна (чтобы избежать влияния воздушных потоков)
- ✅ Нагреваемый стол полностью остыл до комнатной температуры
- ✅ Сопло чистое, на нагреваемом столе нет посторонних предметов
Настройки принтера
Выполните следующие команды по порядку:
G28 # Возврат всех осей в исходное положение
G0 Z5 F2000 # Подъем оси Z на 5 мм
SET_IDLE_TIMEOUT TIMEOUT=36000 # Установка длительного тайм-аута (10 часов)
Начало калибровки
Введите команду калибровки:
TEMPERATURE_PROBE_CALIBRATE PROBE=fly_eddy_probe TARGET=56 STEP=4
- PROBE: Имя вашего датчика EDDY
- TARGET: Целевая температура (по умолчанию 56°C, можно изменить)
- STEP: Калибровка каждые несколько градусов (чем меньше значение, тем выше точность)
Этапы калибровки
1. Тест бумагой (начинается примерно с 30°C)
- Система отображает окно регулировки оси Z
- Поместите лист бумаги между соплом и нагреваемым столом
- Отрегулируйте смещение Z, пока бумага сможет двигаться, но с небольшим сопротивлением
- Нажмите
ACCEPTдля подтверждения
2. Процесс нагрева
- Система автоматически нагревается (максимальная температура стола, сопло 220°C)
- Каждые 4°C повторяйте тест бумагой
- Каждый раз необходимо регулировать и подтверждать смещение Z
3. Завершение калибровки
- Продолжайте тесты до достижения целевой температуры
- Если температура больше не повышается, можно завершить досрочно
Управление командами калибровки
| Команда | Действие |
|---|---|
TEMPERATURE_PROBE_NEXT | Переход к следующей точке калибровки |
TEMPERATURE_PROBE_COMPLETE | Досрочное завершение и сохранение данных |
ABORT | Прерывание калибровки (данные не сохраняются) |
Завершение калибровки
- Обязательно сохраните конфигурацию:
SAVE_CONFIG - Проверка результата:
- Выполните
PROBE_CALIBRATEпри холодном столе - Выполните еще раз после нагрева до температуры печати
- Два значения смещения Z должны быть очень близки
- Выполните
Часто задаваемые вопросы
В: Температура поднимается слишком медленно?
О: Проверьте, закрыта ли комната, нет ли воздушных потоков. Если слишком медленно, можно завершить калибровку досрочно.
В: Данные сильно скачут?
О: Убедитесь, что усилие при тесте бумагой одинаковое, а датчик надежно закреплен.
В: После калибровки нет эффекта?
О: Убедитесь, что выполнили SAVE_CONFIG и перезагрузили систему для вступления в силу.
Оптимизация использования
Быстрое сканирование стола
- Следующий макрос поднимет сопло до высоты
10 ммперед выполнением выравнивания, затем выполнит быстрое сканирование стола, после чего сопло поднимется до высоты2 ммдля точного выравнивания.
- Z_TILT_ADJUST
- QUAD_GANTRY_LEVEL
[gcode_macro Z_TILT_ADJUST]
rename_existing: _Z_TILT_ADJUST
gcode:
{% set PROBE_Z_OFFSET = printer.configfile.settings['probe_eddy_current fly_eddy_probe'].z_offset|float %}
# ========== Сохранение состояния ==========
SAVE_GCODE_STATE NAME=STATE_Z_TILT
# ========== Подготовка окружения ==========
BED_MESH_CLEAR # Очистка существующих данных сетки стола
# ========== Основной процесс выравнивания ==========
{% if not printer.z_tilt.applied %}
# Предварительная грубая настройка
_Z_TILT_ADJUST horizontal_move_z=10 retry_tolerance=1
{% endif %}
# Финальное точное выравнивание
_Z_TILT_ADJUST horizontal_move_z={PROBE_Z_OFFSET} retry_tolerance=0.075 retries=20 METHOD=rapid_scan ADAPTIVE=1
G0 Z10 F6000 # Использование стандартных G-код команд вместо HORIZONTAL_MOVE_Z
# ========== Последующая обработка ==========
G90 # Принудительный переход в абсолютный режим координат
G0 Z10 F6000 # Подъем оси Z на безопасную высоту
M117 Z_tilt Completed # Отображение статуса завершения
#G28 # Возврат к начальной позиции
# ========== Восстановление состояния ==========
RESTORE_GCODE_STATE NAME=STATE_Z_TILT
M400
[gcode_macro QUAD_GANTRY_LEVEL]
rename_existing: _QUAD_GANTRY_LEVEL
gcode:
{% set PROBE_Z_OFFSET = printer.configfile.settings['probe_eddy_current fly_eddy_probe'].z_offset|float %}
# ========== Сохранение состояния ==========
SAVE_GCODE_STATE NAME=STATE_QGL
# ========== Подготовка окружения ==========
BED_MESH_CLEAR # Очистка существующих данных сетки стола
# ========== Основной процесс выравнивания ==========
{% if not printer.quad_gantry_level.applied %}
# Предварительная грубая настройка
_QUAD_GANTRY_LEVEL horizontal_move_z=10 retry_tolerance=1
{% endif %}
# Финальное точное выравнивание
_QUAD_GANTRY_LEVEL horizontal_move_z={PROBE_Z_OFFSET} retry_tolerance=0.075 retries=20 METHOD=rapid_scan ADAPTIVE=1
G0 Z10 F6000 # Использование стандартных G-код команд вместо HORIZONTAL_MOVE_Z
# ========== Последующая обработка ==========
G90 # Принудительный переход в абсолютный режим координат
G0 Z10 F6000 # Подъем оси Z на безопасную высоту
M117 QGL Completed # Отображение статуса завершения
#G28 # Возврат к начальной позиции
# ========== Восстановление состояния ==========
RESTORE_GCODE_STATE NAME=STATE_QGL
M400
Горячий стол
- Следующий макрос ускорит процесс создания сетки горячего стола.
- Эта настройка уменьшит влияние нагрева стола на сканирование.
- Эта настройка уменьшит влияние мощного нагревательного стола на работу датчика EDDY.
- Во время создания сетки горячий стол будет выключен, а после завершения нагреется до исходной температуры.
[gcode_macro BED_MESH_CALIBRATE]
rename_existing: _BED_MESH_CALIBRATE
gcode:
{% set PROBE_Z_OFFSET = printer.configfile.settings['probe_eddy_current fly_eddy_probe'].z_offset|float %}
{% set TARGET_TEMP = printer.heater_bed.target %}
M140 S0
_BED_MESH_CALIBRATE horizontal_move_z={PROBE_Z_OFFSET} METHOD=rapid_scan {rawparams}
M140 S{TARGET_TEMP}
Использование функции смещения по оси Z с датчиком EDDY
Скачать оптимизированные конфигурации EDDY
- Нажмите на ссылку ниже, чтобы скачать
- Обратите внимание, что должно быть два файла:
eddy.cfgиvariables.cfg, их нужно добавить в ту же директорию, что иprinter.cfg -
Loading...
Добавление конфигурации eddy.cfg
- Если вы хотите использовать Eddy одновременно как датчик автоматического выравнивания и концевой выключатель по оси
Z, а также хотите использовать функцию смещения по осиZ - Добавьте следующую конфигурацию в самое начало файла
printer.cfg
[include eddy.cfg]
Изменение пути
- Откройте файл
eddy.cfgи найдите раздел[save_variables] - Измените значение параметра
filenameна путь, соответствующий вашей системе
- Ниже приведены примеры
- Путь к файлу
variables.cfg, который вы должны изменить в соответствии с вашей системой
|
|
Объяснение смещения по оси Z
- Для калибровки смещения по оси Z сначала напечатайте модель большого размера, достаточно напечатать всего один слой
|
|
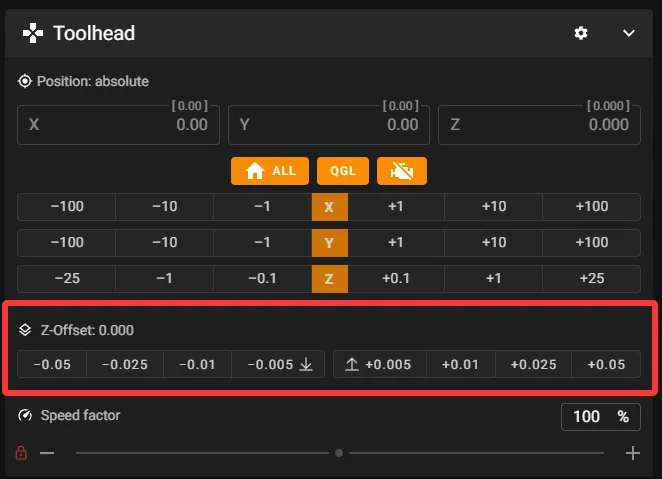
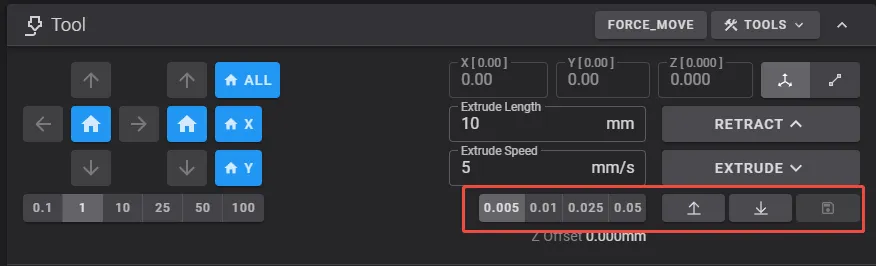
- После завершения калибровки нажмите «Сохранить». Обратите внимание, что подтверждение сохранения будет отображаться только в консоли !!!!!!
- После сохранения перезагружать
klipperне требуется!
- Для получения идеального первого слоя рекомендуется выполнить калибровку несколько раз